

Enostaven postopek izdelave jeklenih kroglic
Oblikovanje surovca krogle → odstranitev obroča → grobo brušenje → mehko brušenje → oblikovanje surovca krogle → gladka krogla (ali piljenje → mehko brušenje) → trdo brušenje → fino brušenje → natančno brušenje (ali poliranje) → izjemno natančno brušenje.
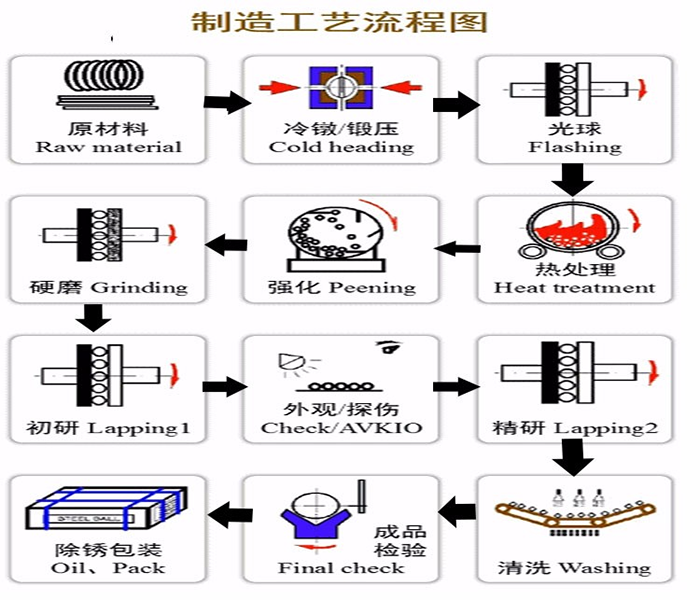
Podroben proizvodni proces jeklenih kroglic
1. Vlečenje žice: raztegnite žico do želenega premera s pomočjo stroja za vlečenje žice;
2. Hladno valjanje (kovanje): vlečeno žico vstavite v stroj za hladno valjanje jeklene krogle in uporabite jekleno matrico v stroju, da jo kujete v surovec krogle;
3. Svetlobna krogla: Dve okrogli plošči z brusilno kroglo iz litega železa znotraj stroja s svetlobno kroglo pritisnete in pilite zarodek s hladno glavo, da odstranite zunanji obroč in dva pola na zarodku;
4. Mehka krogla: Dve okrogli plošči z brusilno kroglo iz litega železa znotraj stroja za mehko kroglo napilite zarodek lahke krogle, da ga zmeljete v zahtevani premer krogle in hrapavost površine;
5. Toplotna obdelava: postavite kroglo v peč za toplotno obdelavo, jo naogljičite, gasite in popustite, da dobite določeno naogljičeno plast, trdoto, žilavost in drobilno obremenitev;
6. Trdo brušenje: disk brusilnega kolesa znotraj brusilnega stroja pritiska in brusi toplotno obdelano suro kroglo, da odstrani plast črnega oksida na površini krogle in popravi natančnost krogle;
7. Natančno brušenje/čiščenje za poliranje: Natančno brušenje: Brusite zarodek brusne krogle v natančnem brusilnem stroju, da dosežete zahtevano natančnost in gladkost končnega izdelka;
Poliranje in čiščenje: kroglico nalijte v polirni boben in jo zavrtite, nato očistite sferično površino s čistilnim sredstvom za poliranje in vodo, da bo čista in sijoča;
8. Izbira videza: z ročnim vizualnim pregledom preverite morebitne napake na površini jeklene krogle in uporabite mikrometer za merjenje prave okroglosti, variacije premera serije in uporabite merilnik površinske hrapavosti za odkrivanje površinske hrapavosti kot končni pregled;
9. Pakiranje: Jeklene kroglice/krogle iz nerjavečega jekla/jeklene kroglice z ležaji premažite z oljem proti rjavenju in jih zapakirajte v kartonske škatle ali tkane vrečke.
Z razvojem tehnologije se je povpraševanje po velikih ležajih za težke obremenitve v industriji proizvodnje opreme količinsko in kakovostno še povečalo, ustrezno pa je treba povečati tudi zahteve glede količine in kakovosti podpornih jeklenih kroglic velikih ležajev. Variacija premera serije jeklene krogle mora biti majhna, površinska hrapavost jeklene krogle mora biti majhna, natančnost mora biti visoka, razlika med trdoto jedra in površinsko trdoto jeklene krogle pa mora biti majhna. Premer velikih ležajnih jeklenih kroglic je zdaj dosegel 150-200 mm.
Postopek izdelave jeklenih kroglic z velikimi ležaji se razlikuje od običajnih specifikacij. Narejena je naslednja primerjava:
1. Postopek izdelave jeklenih kroglic z velikimi ležaji:
Rezanje - Kovanje - Žarjenje - Obdelava s struženjem - Toplotna obdelava - Trdo brušenje - Začetne raziskave - Natančne raziskave;
2. Postopek izdelave jeklenih kroglic z običajnimi specifikacijami:
Vlečenje žice - Hladna glava - Lahka krogla - Mehka krogla - Toplotna obdelava - Trdo brušenje - Fino brušenje;
Postopek izdelave uvoženih ležajnih jeklenih kroglic
1) Proizvodna oprema z uporabo uvoženih ležajnih jeklenih kroglic
2) Najprej premaknite hidravlični cilinder, da premaknete brusilno ploščo, dokler jeklene krogle ni mogoče namestiti med obe brusilni plošči.
3) Namestite kroglico in jo pustite v ohlapnem stanju. Zategnite vreteno, da zapolnite prostor med obema brusilnima ploščama z jeklenimi kroglicami, in nastavite izhod kroglice tako,
Rezilo za zbiranje kroglic je tesno pritrjeno na čelno stran brusne plošče (ali brusilnega kolesa) in pritrjeno na izhod krogle. Na tej točki je priporočljivo pritisniti na obe brusilni plošči, da poženete kroglo iz kromovega jekla, da se vrti.
4) Zaprite zaščitni pokrov, zaženite vodno črpalko, zaženite pladenj za material in zaženite glavno gred.
5) Glede na procesne navade vsake tovarne prilagodite hitrost vretena in pladnja za material ter prilagodite količino kroglic, da zagotovite, da so jeklene kroglice v vsakem utoru vodilne plošče enakomerno porazdeljene
Enakomerno porazdeljena in se ne prekriva.
6) Prilagodite tlak mletja, obrnite tlačno stikalo na upravljalni plošči v odprt položaj, nastavite ventil za povečanje tlaka na plošči hidravlične postaje in ga dvignite
Določite tlak in ga zaklenite v vsaki tovarni ter bodite pozorni na hidravlični sistem za vzdrževanje tlaka med zagonom.
7) V normalnih delovnih pogojih je treba redno opazovati stanje delovanja, tlak in nemoten vstop in izstop gostitelja.
8) Ko jeklena krogla doseže določeno velikost in kakovost površine, najprej zmanjšajte delovni tlak in nato pritisnite glavni gumb za zaustavitev.
9) Pripravite posodo za odstranitev ležajne jeklene krogle.